![]()
One of the biggest challenges in any new product development effort is identifying skilled people who can contribute significantly to the project, including the vendors who support the process. Ensuring the success of a new product demands the freedom to use new materials and new suppliers, as complex design and production challenges arise. At ILC Dover, the process of developing the Xtrakt™ system, which wrings high viscosity materials out of shipping and transfer tote liners, has reinforced how important it can be to work with the right suppliers when fine-tuning a product’s design and production.
At ILC, we produce a broad range of personal protective equipment, infrastructure protection products, containment systems for pharmaceutical and biopharmaceutical manufacturers, large inflatables, as well as processing equipment and protective packaging products used in the food, cosmetics, chemicals, and pharmaceuticals industries. Our packaging products include large, high-strength, form-fit liners for intermediate bulk containers (IBCs). Roughly the size of a cube of a pallet, IBCs are stackable, reusable industrial containers that hold a disposable liner used for transporting bulk materials. The double-wall liners designed by ILC for use with the Xtrakt™ drive unit have a flexible, specially textured surface and are made to hold up to 300 gallons of high-viscosity materials like lotions, creams, gels, and slurries. They allow transferring product to processing equipment or to a packaging machine for dispensing into tubes, jars, pouches, cans, tubs, or pails for retail sale.
These viscous materials are often expensive, so our customers want to extract as much of them as possible before disposing of the liner. Typically, a positive displacement pump is used to convey material to the packaging machine. Depending on the material’s flow characteristics, this pump can leave from 10 to 40 kilograms of material clinging to the liner, even when using an air-assist liquid liner system. To get as much of the product out of the liner as possible, operators often resort to tugging, twisting, or lifting the liner or even tilting the IBC to keep the product flowing. This not only puts operators at significant risk for injury but is relatively ineffective in increasing the amount of material extracted.
We designed the Xtrakt system to help our IBC liner customers avoid wasting expensive product and to reduce their disposal costs for unrecovered residual product. The system has three main components: the liners, a drive unit that physically wrings the material from the liner, and the deployment cart, which houses the drive unit and pneumatic control system. Depending on the viscosity of the material, the Xtrakt system can recover up to 10 times more product than earlier methods.
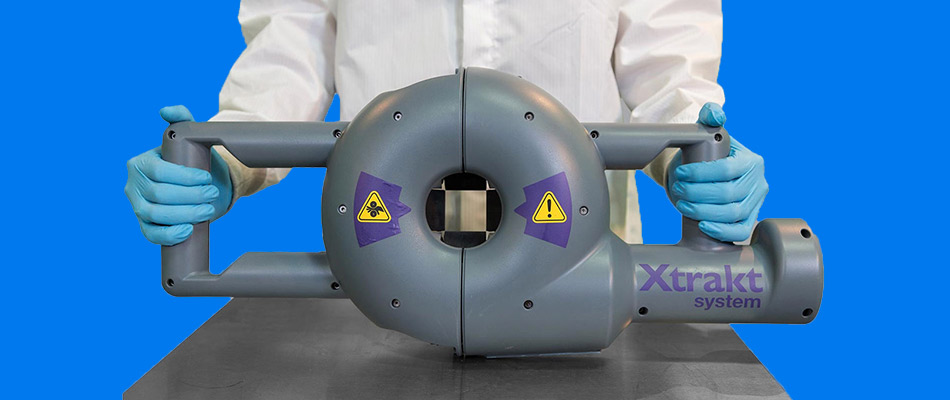
The cover of the Xtrakt system’s drive unit (gray) is formed using a structural foam molding technique. Thermoplastic resin is mixed with a chemical blowing agent that expands the melted resin and produces a high-strength microcellular structure that weighs 10-30 percent less than traditional injection molded parts of the same size.
Although we had never used structural foam molding before, after some research on the process, we determined it was the best choice for creating the cover for the Xtrakt drive unit.
Structural foam molding differs significantly from the traditional injection molding process. Injection molding is typically done in two stages: an injection stage, where melted thermoplastic resin is injected into a mold, and a packing stage, where pressure is built and the resin is formed into the shape of the mold. However, in structural foam molding, although the injection stage is similar to traditional injection molding, the thermoplastic is mixed with a chemical blowing agent that is activated by the heat of the melted resin. The blowing agent expands the material by creating a microcellular foamed structure to form the part to the shape of the mold.
Structural foam molding is a lower pressure process than injection molding, which results in low stress and warpage in the parts. This low pressure also allows for far less expensive tooling because long-lasting molds can be made of aluminum, rather than tool steel. Structural foam molded parts generally weigh 10-30 percent less and aren’t as dense as parts created with traditional injection molding techniques.
Other advantages of structural foam include high strength, an excellent stiffness-to-weight ratio, and high impact resistance and durability due to the microcellular structure. It also scales well, so it allows producing large, complex parts without sacrificing the speed that injection molding offers and without sink mark problems. Structural foam molded parts offer a smooth, easy-to-clean surface that can also be painted if desired.
Once the decision was made on how to produce the cover, we started investigating suppliers, because none of our current vendors offered structural foam molding services. We identified dozens of companies in North America through an internet search, but quickly narrowed the list down to just five potential suppliers.
We followed up with plant visits to two potential vendors. Our evaluation team was particularly impressed by Ferriot’s in-depth understanding of the structural foam molding process and their in-plant quality system. We discovered many of their customers are so confident of the quality of the parts that they produce that they allow them to ship directly to end users.
Another factor in Ferriot’s favor is that ILC Dover and Ferriot share many of the same values as organizations; both are quality-oriented, engineering-oriented, and always striving to do things right the first time. It was obvious they understood the importance we placed on vendor reliability from a product quality and delivery standpoint. Their willingness to handle short runs on parts, the high level of automation of their processes, and superior shop floor documentation and process control sealed the deal.
Even before we began developing the tooling and the processes associated with setting up the molding process, our team respected the depth of the engineering expertise the Ferriot team offered. A lot of injection molding companies might have one or two technical people, but we were looking for a vendor with more engineering and material selection capability. With some of our injection molding suppliers, we’ve had to actually go in there and solve a lot of technical problems for them—select resins, fix the tooling, work with them on some molding processes. So we were looking for someone that could give us more of a turnkey relationship, where we could tell them what our product performance requirements are and have someone actually help to choose the best resins and create the tooling, and handle the process of making the part. We wanted to have less involvement and have the molder take ownership of those requirements.
Given the problems we were experiencing with some of our other injection molding suppliers, we’ve appreciated Ferriot’s ability to take on those types of projects as well as the structural foam capabilities that brought us to them. Their extensive vertical integration, including multiple methods of printing on parts and capabilities such as ultrasonic sealing of inserts, has lead us to expand the range of responsibilities we assign to them.
We started working with Ferriot on the Xtrakt project in 2016, and we’ve had great success. Team members have said this was the smoothest tool development effort they’ve ever been associated with. We’re getting the parts we need, when we need them, at a competitive price.
Ferriot has proved itself to us with the Xtrakt project, so we’ve begun moving production of parts for other products to them, including printing on these parts. We’re looking forward to expanding on our productive working relationship.
One of the biggest challenges in any new product development effort is identifying skilled people who can contribute significantly to the project, including the vendors who support the process. Ensuring the success of a new product demands the freedom to use new materials and new suppliers, as complex design and production challenges arise.

Increasingly, design engineers and their employers are looking for vendors that they can partner with over the long term for help with issues like part design/optimization, tooling modifications or simplification, resin selection, cost containment, just-in-time delivery, and special finishes to name but a few.
One of the biggest challenges in any new product development effort is identifying skilled people who can contribute significantly to the project, including the vendors who support the process. Ensuring the success of a new product demands the freedom to use new materials and new suppliers, as complex design and production challenges arise.