There are many variables that impact the success of injection molding a good part. One of these variables is injection machine screw choice. When it comes to screw choice, choosing the right screw geometry for your project is crucial to success. It will ensure there is no material degradation and that the material will have been properly melted. This will result in less stress in the part, less scrap, and proper size and weight.
In today’s environment, injection molders need to be making parts as efficiently as possible in order to keep manufacturing costs down. Using the right injection screws for your customer’s parts will play a significant role in this. There are a few things you need to know first, such as how a screw works and how to match a screw to the type of polymer you plan to use.
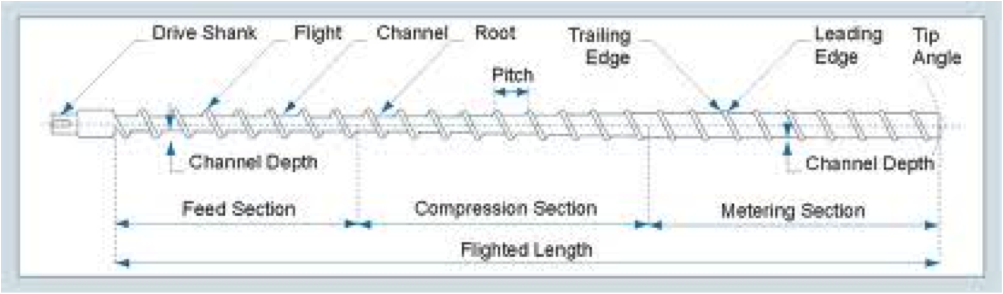
How a General Purpose Screw Works
The basic design of any injection molding screw has three zones along the length:
- Feed section
- Compression section
- Metering section
The feed section conveys the solid plastic pellets to the transition section where they are compressed by a change in screw geometry (the channel depth). This compression forces the pellets to melt through the action of pushing up against each other, which is called shear. The metering section then conveys the melt to the front of the screw, ready for injection into the mold cavity.

Choosing the Right Screw for Your Polymer
In the picture above you see a general purpose feed screw. If you are running polypropylene (PP) or polyethylene (PE) with no additives, this type of injection screw will work great. At Ferriot’s custom injection mold shop, we run polycarbonate (PC), Nylon, Delrin and blends of different polymers with fire retardant, UV stabilizers, glass filling and lubrication. (How they fit all that stuff into a little tiny pellet I will never know, but they do.)
When you try to run PC on a general purpose screw, the material will burn in the compression section of the screw. This is because it forces too much material into the compression section and causes too much shear heat and burns the material. You can make process changes to adjust for this by lowering the pressures and heat, but this will cost you cycle time. The correct screw design would have a short feed section, a long compression section and a short metering section. The long compression section is gentler on the material, so it eliminates burning.
There are many different configurations of feed screws – some for mixing color or additives and some for different materials. They have different coatings and are made of different materials and have flights and root sizes configured for specific situations. One piece of advice is to ask the people that make injection molding feed screws what will work best for the particular situation as they are very knowledgeable and have seen most process issues before. Material vendors are also an excellent resource for determining optimum screw configuration.

